


-

走进金宇
河南金宇耐磨材料科技有限公司位于河南省巩义市民营科技创业园区,是一家集生产、销售、科研于一体的综合性企业。
-
产品中心
河南金宇耐磨材料科技有限公司位于河南省巩义市民营科技创业园区,是一家集生产、销售、科研于一体的综合性企业。
-

新闻资讯
河南金宇耐磨材料科技有限公司位于河南省巩义市民营科技创业园区,是一家集生产、销售、科研于一体的综合性企业。
-

金宇风采
河南金宇耐磨材料科技有限公司位于河南省巩义市民营科技创业园区,是一家集生产、销售、科研于一体的综合性企业。
-

服务案例
河南金宇耐磨材料科技有限公司位于河南省巩义市民营科技创业园区,是一家集生产、销售、科研于一体的综合性企业。
-

联系我们
河南金宇耐磨材料科技有限公司位于河南省巩义市民营科技创业园区,是一家集生产、销售、科研于一体的综合性企业。

产品中心


双液复合铸件
所属分类:
您也可以通过电话联系我们
产品描述
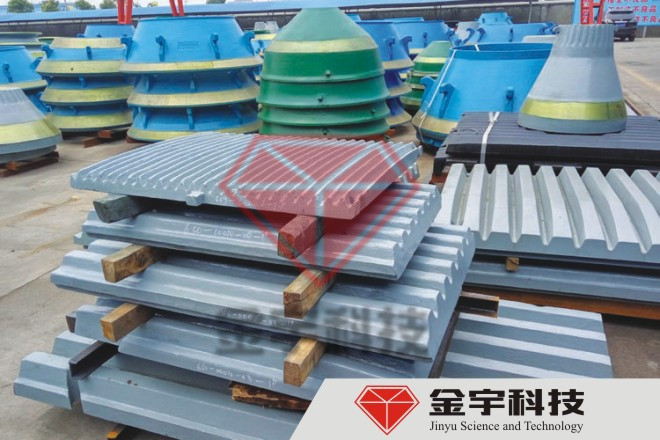
破碎机高铬锤头硬度优良,是一种优质的耐磨材料,在有支持锤架的细碎机(第三代制砂机)和反击式破碎机上得到了广泛应用,但高铬合金韧性较差,在没有锤架支撑的情况下容易发生断裂。高铬双液复合锤头,即锤柄使用韧性强的合金钢,锤头工作区使用高铬合金,将两者复合起来,使锤头头部具有高硬度,而锤柄部具有高韧性,充分发挥两种材料的各自优点而克服单一材料的缺点,满足锤头使用性能要求。尤其适用于破碎高硬度物料,如石英石、玄武岩等。但其制造工艺复杂,工艺要求较严格,价格较高。
方案1:铸型分别由砂型下箱l、金属型上箱2和砂型上箱3三部分组合而成。铸件 形成过程中,先由砂型下箱l、金属型上箱2合箱后构成颚板齿部高铬铸铁耐磨层铸型型腔,浇注第一种高铬铸铁金属液,在高铬铸铁层凝固后的高温状态下,将金属型上箱去除,在原位合上砂型上箱3,构成双金属颚板碳钢层铸型型腔,再浇注碳钢金属液。在高温碳钢液的冲刷下,已凝固的高铬铸铁表面形成一层薄的熔融高铬铸铁液体,冷却后,它与碳钢液体可形成良好的冶金结合。
“双液浇注一变换铸型”铸造工艺的主要优点:
(1)对铸型安放水平度要求不高,并无需采用定量浇包,方便了现场工人操作;采用金属型箱,可消除采用砂箱易产生的疏松、落砂、甚至塌箱的现象,并且可使浇注的高铬铸铁金属液冷却速度加快,对细化晶粒、阻止碳化物颗粒长大有利。
(2)金属型箱的采用,使得结合面形状不局限于平面,它可按照具体颚板结合面形状要求设计,如对颚板的结合面可设计成波浪型 ,这样可以增加双金属层结合面积,使得双金属问结合更为牢同对动颚板,还可再根据其纵向形状设计成弧形结合面,这样可以减轻零件重量,有效地利用金属。(3)在采用本工艺方法时,由于是在观察到高铬铸铁完全凝固后,再浇注碳钢,因此决不会产生两种金属液体的冲混现象,避免了第二次金属浇入时间控制的盲目性,能较好地保证两种金属完全冶金结合, 双金属结合层厚度比较均匀。

方案2:双金属复合衬板的结构-工作面采用高铬铸铁,非工作面采用优质碳钢,中间隔板采用低碳钢 .
工艺设计:对于立浇双金属的铸造工艺,采用中间隔板是这种工艺的特点.隔板做成圆弧状,与衬板的非工作面成同心圆弧.隔板位置放置在衬板波谷厚度的1/2处,隔板的厚度约为2mm.在中间隔板的两侧,各建立一个浇冒口系统,形成双浇冒口系统.在设计浇冒口系统时,采用阶梯式浇注系统,同时要避免金属液直接冲击中间隔板.浇注前隔板需要经过90%的盐酸清洗干净,烘干后再放人砂箱.隔板的固定,可采用一般铸件 常用的冷铁的固定方法或其它固定方法,浇注时不容移动.高铬铸铁和碳钢分别在熔炼炉中熔炼,高铬铸铁的熔炼温度在1520oC左右,碳钢的熔炼温度在1600oC左右.
浇注时,高铬铸铁的浇注温度在1400oC左右,碳钢浇铸温度在1500oC左右.通过隔板两侧的双浇冒口同时进行浇注.在浇注过程中要求两种金属液面在隔板两侧等速缓慢上升,即两液面的瞬时位置高度一致,以减少隔板两侧的压力差.因为压差会引起隔板向压力小的一侧倾斜,增加耐磨层厚度的不均匀性;同时也会使液面高的金属通过隔板与型腔的空隙,向液面低的一侧渗流,影响铸件的成分与组织均匀因此,在浇注过程中需要很好的控制两种金属的浇注速度.
关键词:
相关文章
2023-01-01
2022-12-05
2022-11-07
2022-11-05
2022-10-27
2022-10-21
2022-10-17
2022-10-13
2022-09-29
2022-09-24
我要留言


地址:河南省巩义市康店工业园 电话:0371-64328666 本网站已支持IPV6 | 云资讯
CORPYRIGHT © 河南金宇耐磨材料科技有限公司All Rights Reserved.
CORPYRIGHT © 河南金宇耐磨材料科技有限公司

关注微信公众号
了解更多